![]()

手 機:18975351523
聯系人:宋立臣 先生
電 話:0731 22575898
傳 真:0731 22523132
郵 箱:18975351523@163.com
地 址:湖南省株洲市天元區天易科技城自主創業園一期A8棟
網 址:eslise.net.cn
近一二十年我國的碳纖維發展非常迅速,它的制造技術和碳纖維復合材料的成型已成為一門獨立的和前沿性的現代工程技術。隨著使用經驗的不斷積累,碳纖維復合材料將在更大范圍內得到推廣和應用,因而,進一步提高碳纖維復合材料的性能和降低成本就成了現代碳纖維復合材料發展主流,而在其中,高效、節能、低成本的成型和制造技術是復合材料低成本化的重要方面。
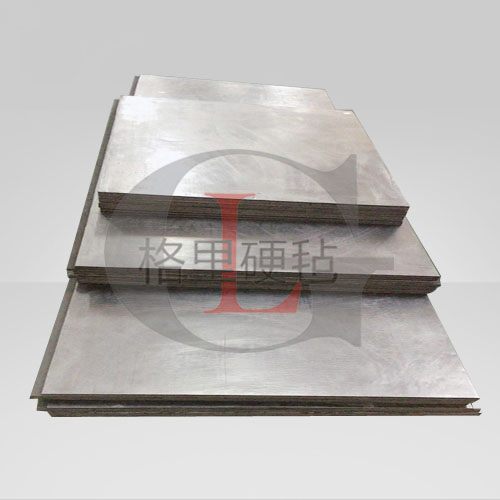
一、手糊成型
手糊成型是一種傳統的復合材料成型方法,主要工作是用手工完成的,不需要專門的設備,所用的工具也非常簡單,但要求有一個成型的模具。如綠色領域的風力發電,就要用到大量的復合材料槳葉,而且前這種大尺寸或超大尺寸的復合材料制件,大多是用手糊成型制造的。

手糊成型工藝過程是:先在模具上涂刷含有固化劑的樹脂混合物,再在其上鋪貼一層按要求剪裁好的碳纖維預浸料,用刷子、壓輥或刮刀壓擠織物,使其均勻浸漬并排除氣泡后,再涂刷樹脂混合物和鋪貼第二層碳纖維預浸料,反復上述過程直至達到所需厚度為止。然后,通過加熱抽真空才能固化(熱壓成型),*后脫模得到碳纖維復合制品。
二、熱壓罐成型
熱壓罐是*早開發用于航空結構復合材料制造的一種技術,目前還在繼續大量使用。特別是對一些大尺寸和形狀復雜的制件,采用整體化的共固化成型時,就要采用這種技術。
熱壓罐成型的工藝過程如下:
1.模具準備。模具要用軟質材料輕輕擦拭干凈,并檢查是否漏氣。然后在模具上涂布脫模劑。
2.裁剪和鋪疊。按樣板裁剪帶有離型紙的碳纖維預浸料,剪切時必須注意纖維方向,然后將裁剪好的預浸料揭去保護膜,按規定次序和方向依次鋪疊,每鋪一層要用橡膠輥等工具將預浸料壓實,趕除空氣。
3.組合和裝袋,在模具上將預浸料坯料和各種輔助材料組合并裝袋,應檢查真空袋和周邊密封是否良好。
4.熱壓固化,將真空袋系統組合到熱壓罐中,接好真空管路,關閉熱壓罐,然后按確定的工藝條件抽真空/加熱/加壓固化。
5.出罐脫模,固化完成后,待冷卻到室溫后,將真空袋系統移出熱壓罐,去除各種輔助材料,取出制件進行修整。
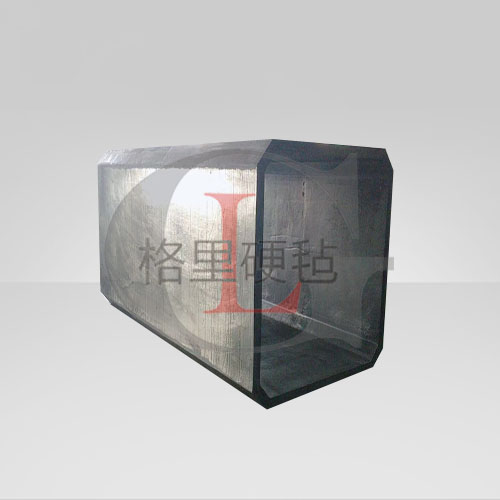
三、模壓成型
模壓成型工藝是復合材料生產中一種傳統常用的成型方法。它是由普通的塑料制品模壓成型演變而來的,是一種對熱固性樹脂和熱塑性樹脂都適用的碳纖維復合材料成型方法。模壓成型基本過程是:將一定量經一定預處理的模壓料放入預熱的模具內,施加較高的壓力使模壓料填充模腔。在一定的壓力和溫度下使模壓料固化,然后將制品從模具內取出,再進行必要的輔助加工即得產品。
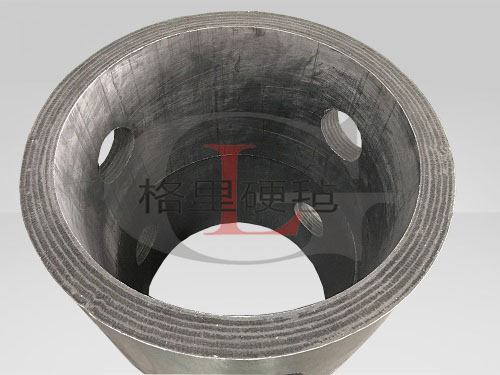
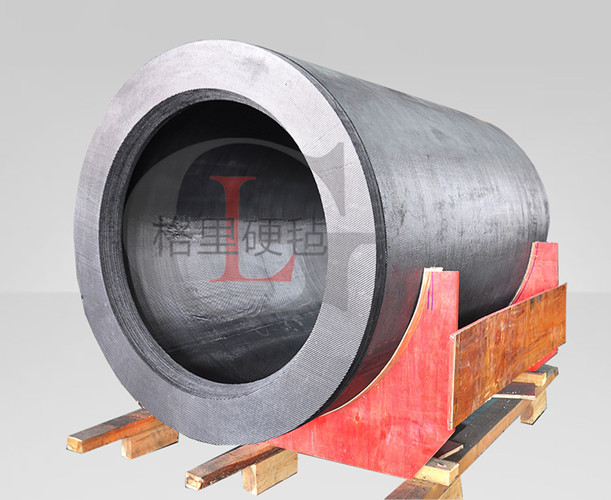
四、纖維纏繞成型
纖維纏繞是一種復合材料連續成型方法,基本方法是將浸過樹脂膠液的連續碳纖維帶,按照一定規律纏繞到芯模上,然后固化脫模成為復合材料制品。這種方法主要用來制造圓形管道、壓力罐、貯存罐等旋轉對稱形狀的產品。其特點是成型過程連續,一次性完成;制品形狀尺寸都能得到保證,在直徑方向的強度高。但需要專門的纏繞機器和輔助設備,生產成本較高。
五、RTM成型
RTM是利用低黏度樹脂在閉合模具中流動浸潤碳纖維材料并*后固化成型的一種技術,其成型過程是由樹脂和催化劑計量泵按配比輸出的帶壓液體在靜態混合器中混合均勻,并注入已合理鋪放好預成型增強體的閉合模中,模具需有周邊密封和緊固,并保證樹脂流動順暢,然后進行固化。
六、拉擠成型
拉擠工藝是一種連續生產復合材料型材的方法,基本工序是碳纖維纖維從紗架引出,經過集束輥進入樹脂槽中浸膠,然后進入成型模,排除多余的樹脂并在壓實過程中排除氣泡,碳纖維和樹脂在成型模中成型并固化,再由牽引裝置拉出,*后由切創裝置切割成所需長度。